CMP工程における製造現場でのパッド面モニタリング用の計測
S mart 2のおかげで、CMPパッドは大幅に未利用のままであり、有用な寿命の半分以上が残っているにもかかわらず、よく廃棄されていることが明確に示されました。
化学機械研磨(CMP)は、基板ウェハーの所要の平面化を達成するために使用される半導体、ハードディスク、およびLEDウェハー製造業界での重要なプロセスです。平坦化は、構造内の多層インターコネクトの機能を確保し、ウェハーの厚さを減少させながら均一性を維持するために不可欠です。
CMPは、フィーチャーサイズが縮小し、統合レベルが続けて増加するにつれて、マイクロエレクトロニクスデバイスの未来の開発でますます重要な役割を果たすことが期待されています。表面の地形と材料特性を正確に制御することで、CMPは3Dスタッキング、finFETs、ナノワイヤー、および量子ドットなどの新しいデバイスアーキテクチャを可能にすることができます。さらに、化学機械研磨は、従来のエッチング技術の制約を克服することで、高k誘電体、低k誘電体、銅、コバルト、グラフェン、および炭素ナノチューブなどの新しい材料の統合も容易にすることができます。

CMPはどのように機能するのですか?
CMPは、化学的および機械的な力を組み合わせて、半導体ウェハー上の余分な材料を除去し、滑らかで平らな表面を作成します。これは、高品質で高性能なマイクロエレクトロニクスデバイスを実現するための不可欠な技術です。CMPは、業界でさまざまな用途に幅広く使用されています。例えば:
統合回路(IC)の中間層誘電体(ILD)および金属層を平坦化して寄生容量を減少させ、信頼性を向上させ、多層の相互接続を可能にします。 浅いトレンチの絶縁(STI)構造を平坦化して、アクティブデバイスを隔離し、リーク電流を防止します。 絶縁体上のシリコン(SOI)基板の平坦化は、デバイスの性能を向上させ、消費電力を削減します。 マイクロ電気機械システム(MEMS)を平坦化して、機能を向上させ、ICとの統合を促進します。 コンピュータハードドライブの磁気ディスクおよび読み書きヘッドを平坦化して、ストレージ密度とデータ転送速度を増加させます。 CMPプロセス中、ウェハーは回転する取り付け具に固定され、回転する研磨パッドに押し付けられます。同時に、研磨材を含んだ化学液体(スラリーと呼ばれる)がウェハとパッドの間に分布されます。この化学スラリーはウェハの表面を弱化させ、パッドの突起による材料の除去を可能にします。このプロセスは、所望の平坦度が得られるまで繰り返されます。
CMPは、スラリーの組成、パッド材料、圧力、速度、温度、およびエンドポイント検出など、多くのパラメータを含む複雑で難しいプロセスです。特に、研磨パッドの表面特性は、ウェハーから除去される材料の量に影響する可能性があるため、CMPプロセスの品質において重要な役割を果たします。研磨パッドが研磨プロセス中に劣化すると、常に再調整が必要です。これは通常、ステンレス鋼または電鍍ダイヤモンド製の回転研磨材またはコンディショニングディスクを使用して、パッド表面上の研磨プロセスを通じて行われます。


CMPの表面計測技術
CMP(Chemical Mechanical Planarization)プロセスにおいて、表面間の機械的相互作用は、すべてのプロセス段階での重要な変数です。CMPプロセス全体で定期的な特性評価が必要な表面には、調整ディスクの表面、ウェハーの表面、およびパッドの表面が含まれます。
大量生産の環境では、研磨工程の自然な一時停止時、たとえばウェハーを変更する際などに、非破壊での現場のパッドの性能評価が非常に重要です。これにより、パッドの主要なパラメータの変動を検出し、プロセス変更の検証を支援します。最終的な目標は、消耗品の寿命を延長し、全体のプロセスの歩留りを向上させることであり、これは成功した製造業務のために不可欠です。

パッド表面の劣化とライフサイクルに影響を与える主な要因は2つあり、それはパッド溝の閉塞とパッドのガラス化です。
溝の閉塞
研磨中にウェハーから取り除かれた材料がパッドの溝に堆積し、閉塞を引き起こします。この現象により、ウェハー全体での均一なスラリーの分布が妨げられ、ウェハーの中央と端部の間で非均一な除去が発生します。
パッドの溝を清掃する必要性を予測し、それを行う最適なタイミングを決定するためには、溝の閉塞の監視が必要です。清掃作業により、パッドの寿命を最大20%延長することができます。
パッドのガラス化
パッドのガラス化は、表面の劣化によりパッドの研磨能力が低下すると発生する、より複雑な現象です。この現象により、ウェハーとパッドの間の摩耗が増加し、プロセス温度が上昇し、研磨中に材料の選択性が生じます。
溝の閉塞とは異なり、パッドのガラス化は簡単に予測することができず、CMPプロセスの理想的な性能を保証するためには常時監視が必要です。
溝の閉塞とパッドのガラス化の両方に対して、現地のパッド表面の監視が必要です。この目的のために使用される計測方法は、湿潤条件下で動作できる必要があります。浸漬計測法は、これらの要件を満たす唯一のアプローチです。
このアプローチの主な利点は、パッドを研磨機から取り外すことなく特性を評価できることです。これにより、パッドのライフサイクルのさまざまな時点で、現地でパッドのガラス化および溝の閉塞を監視することが可能です。現地の計測は、パッドの寿命を延長することが示されており、オペレーターはパッドの有用な寿命の終わりまでパッドを使用することができます。


現地浸漬計測システム
数年前、Sensofarは業界の専門家と協力して、CMPプロセスのための革新的な表面計測ソリューションを開発しました。目的は、必要な場合にのみパッドの変更を許可することで、パッドあたりの歩留りを増加させ、研磨システムのダウンタイムを最小限に抑えることでした。その解決策は、非破壊で、現地での3-in-1表面計測システム、S mart 2と呼ばれるものでした。
S mart 2を使用すると、ポータブルスタンドを使用して研磨パッドの状態を迅速に評価し、センサーを研磨システム内のままのパッドに置くことができます。新しいヘッドは、より軽く、よりコンパクトに設計されています。組み込まれた電子コントローラーを備えており、ヘッドから出るのは2つのケーブル(電源と通信)だけで、プラグアンドプレイシステムとして動作します。
S mart 2システムは、ノートパソコンから直接操作でき、携帯性と利便性が向上します。スタンドアロンのシステムとして使用するか、自動計測ソリューションとして生産ラインに統合することもできます。S mart 2を使用すると、データを迅速に取得・分析し、グレージングや溝閉塞などの重要なパッドの特性を効果的に監視することができます。
前のバージョンのS martは、CMPパッドが十分に利用されず、しばしば寿命の半分以上残ったまま廃棄されていることをすでに証明していました。S mart 2の導入により、パッドの状態を監視し、その寿命を成功裡に延ばすことがさらに容易になりました。
CMPモニタリング用のS mart 2
S mart 2は、Sensofarの特許技術と高輝度の青色LEDを備えており、1つのセンサー内でコンホーカル、Aiフォーカス変動、干渉計技術を組み合わせています[3]。CMPアプリケーションを中心に構築されたSensoPROソフトウェアプラグインは、S mart 2制御インターフェース内でこのアプリケーションに必要なすべてのツールと分析を提供します。
S mart 2センサーは、適切な浸漬目的と組み合わせることで、研磨機にまだ乗っている間でもパッドの凹凸の正確な測定を可能にする独自の計測アプローチを提供します。
溝閉塞の監視 コンホーカル技術とAiフォーカス変動技術を利用することで、溝の深さと幅を迅速に検出・監視することができ、溝閉塞の効率的な識別と追跡が可能となります。生産環境では、その方向に関係なく溝の幅と深さを独立して決定するSensoPROソフトウェアプラグインを通じて自動分析が可能です。

S mart CMPは焦点移動技術を採用し、数秒以内にパッドの溝を測定することができます。これによって、溝の幅と深さの特性を評価して工程中に溝の閉塞をモニタリングすることが可能となります。製造現場では、溝の向きに関わらず溝の深さと幅を判定するCMPソフトウェアプラグインの機能により、調整工程と研磨工程後の自動分析が可能となります。
これによりモニタリングを実施し、最適な調整時期を決められるだけでなく、パッド表面の再生に必要な最適な調整時間の特性評価も可能になります。これらすべての点よって、使用可能な(価値のある)パッドの寿命を延ばし、ウエハの管理の必要性を減らすとともに、工程を最適化し、完成品であったはずのウエハを再加工するという無駄が発生することを防ぎます。
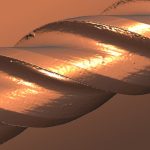
研磨工程中のパッドの粗さ高さの変化。数時間研磨した後、表面に「グレージングの山」が現れます。研磨工程中に一定の間隔でパッド表面をモニタすることにより、パッド表面を適切に調整(介入)し、表面を元の状態に戻すことができます。



自動解析 S mart 2センサーは、表面パラメータの正確な制御を容易にします。取得したデータの解析は自動化でき、オペレーターはセンサーをパッド表面上に置き、測定を取得し、レポートを取得することができます。SensofarのSensoPROソフトウェアは、特定の許容範囲の目標パラメータ値と合格/不合格レポートを自動的に表示します。これにより、プロセスが合理化され、エラーの可能性が低減します。
SensoPROは、品質管理マネージャーのための強力なツールであり、データのセット間での直接的な比較とCMPモニタリングのための自動許容範囲の確立を可能にします。SensoPROを使用すると、データを迅速かつ簡単に解析および比較し、一貫した品質とプロセス制御を保証することができます。


いずれも外部リンクに遷移します。
- J. McGrath, C. Davis. Polishing pad surface characterization in chemical mechanical planarization. Journal of material processing technology, 153-154 (2014).
- T. Moore, N. Schwarz. NEOX Ex-Situ CMP Pad. NCCAVS, CMP Users Group Proceedings (2013).
- R. Artigas, F. Laguarta, C. Cadevall. Dual-technology optical sensor head for 3D surface shape measurements on the micro- and nanoscale. Optical Metrology in Production Engineering, Proc. SPIE 5457 (2004).

関連製品